مشخصات ورقهای عرشه فولادی
مشخصات مقاطع سقف های کامپوزیت عرشه فولادی ( Metal Deck ) عبارتند از :
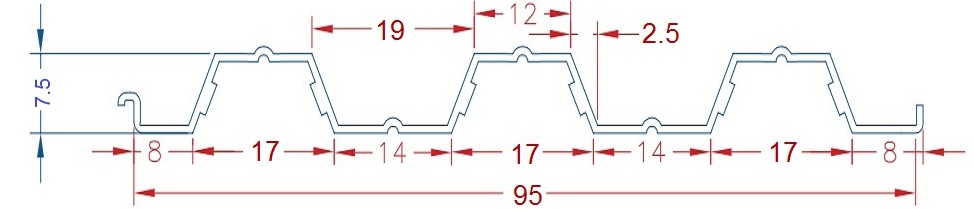
ورق با گام ۷۵mm
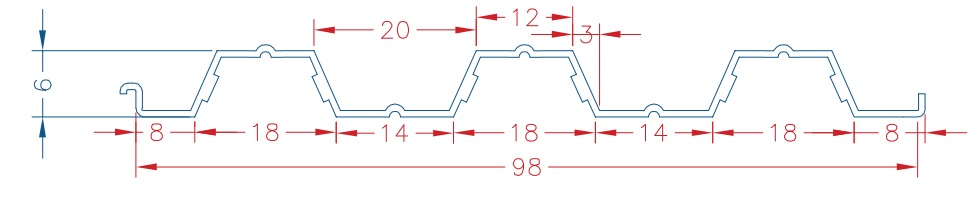
ورق با گام ۶۰mm :

مقایسه سقف عرشه فولادی با سایر سقفها
جدول مقایسه ریالی و وزنی سقفهای عرشه فولادی با سایر سقفها از قبیل کامپوزیت ، تیرچه کرومیت و تیرچه سفال


محاسبه و روابط سقف عرشه فولادی در برابر زلزله
مطابق مقررات ملی ساختمان ایران مبحث دهم صفحه ۱۲۶ که چنین میگوید :
ت) انتقال بار بین تیر فولادی و دال بتنی
ت-۱) نواحی لنگر خمشی مثبت
۱. مقاومت برش افقی مورد نیاز : برای عملکرد مختلط کامل، برش افقی مورد نیاز باید به شرح زیر برابر کوچکترین مقدار محاسبه شده بر اساس حالتهای حدی خردشدگی بتن و تسلیم کششی مقطع فولادی در نظر گرفته شود.
خرد شدگی بتن (۱۰-۲-۸-۲۰)
Vhu=0.85fcAc
تسلیم کششی مقطع فولادی (۱۰-۲-۸-۲۰)
Vhu=FYAs
در روابط فوق:
fc= مقاومت فشاری مشخصه نمونه استوانه ای بتن
Ac=سطح مقطع دال بتنی در محدوده عرض موثر ورق عرشه فولادی
As=مساحت مقطع فولادی
Fy=تنش تسلیم فولاد مقطع فولادی
۲. مقاومت برش افقی اسمی مقاومت برش افقی اسمی اعضای با مقطع مختلط بر دال بتنی و دارای برشگیر (گلمیخ) باید مطابق رابطه زیر بر اساس مقاومت برشی برشگیرها تعیین گردد. (۱۰-۲-۸-۲۱)
Vhn=Qn
که در آن چنین میگوید :
Qn=مجموع مقاومت های برشی اسمی برشگیرها (گلمیخ ها)در حد فاصل نقاط لنگر خمشی مثبت حداکثر و لنگر صفر مطابق مقررات بند ۱۰-۲-۸-۷ ۳.
تعداد فاصله و مشخصات برشگیرها (گلمیخ ها)بایستی از طریق برقراری رابطه زیر و بدون احتساب ضریب کاهش مقاومت تعیین گردد. (۱۰-۲-۸-۲۲)
Vhn>Vhu
نتیجه گیری:
با توجه به اینکه مقدار خرد شدگی بتن کمترین مقدار در روابط فوق میباشد لذا هر چه سطح مقطع دال بتنی در محدوده عرض موثر ورق عرشه فولادی بیشتر باشد مقاومت سقف عرشه فولادی در مقابل زلزله نیز بیشتر می شود.
مقایسه وزنی سقف عرشه فولادی با سایر سقفها

الزامات اجرای سقف عرشه فولادی
الزامات فنی در خصوص تهیه و نصب ورق عرشه فولادی
- حداقل ارتفاع گام ورق از ۷۵ میلیمتر بزرگتر نباشد .
- حمل و نصب و رقهای عرشه باید به گونه ای صورت گیرد که در حین حمل آسیب دیدگی برای ورق به وجود نیاید .
- حداقل عرض نشیمن ورقهای عرشه بر روی تیرهای اصلی و تیرهای لبه برابر با نصف عرض بال تیرآهن است ، به هر حال این مقدار نباید کمتر از ۵۰ میلیمتر باشد .
- وصله ورقهای عرشه صرفاً بر روی تیرهای اصلی مجاز بوده و در این حالت می بایست دو عرشه وصله شونده به طولی حداقل برابر با ۵۰ میلیمتر بر روی تیر اصلی با یکدیگر همپوشانی داشته باشند .
- از اجرای ورقهای عرشه فولادی که دچار تغییر شکلهای ماندگار گردیده اند خودداری شود .
- پس از پخش عرشه های فولادی بر روی اسکلت سازه و و قبل از اجرای گلمیخ ، عرشه های فولادی باید به نحو مناسبی با پرچ و یا خال جوش به تیرهای اصلی و فرعی مهار گردند .
- پس از پخش ورق عرشه بر روی اسکلت از پرتاب ابزارآلات ، حرکت تجهیزات و ماشین آلات اجرایی و … بر روی عرشه های فولادی که باعث تغییر شکلهای ماندگار می گردد خودداری شود .
- دپوی مصالح قبل از گیرش بتن سقف بر روی عرشه های فولادی به هیچ نحو مجاز نیست .
الزامات فنی در خصوص تهیه و اجرای گل میخ
- گلمیخ ها بایستی عاری از هرگونه زنگ زدگی ، روغن ، رطوبت و هرگونه مواد زائد دیگر باشد .
- حلقه سرامیکی محافظ جوشکاری می بایست به طور کامل خشک باشد ، در غیر اینصورت قبل از اجرا بایستی به مدت ۲ ساعت در دمای ۱۷۰ درجه سانتیگراد خشک و سپس مورد استفاده قرارگیرد .
- در سازه های فولادی با اتصالات خمشی ، در فاصله ای برابر با ارتفاع تیر از بر ستون اجرای گلمیخ مجاز نیست و مهار عرشه ها در این نواحی صرفاً با استفاده از پرچ و یا خال جوش مجاز می باشد .
- در صورت مشخص نبودن آرایش گلمیخ های روی تیرهای اصلی در نقشه ها ، با رعایت بند فوق ، گلمیخ ها بایستی به صورت یک کنگره در میان اجرا شوند .
- تپانچه جوشکاری تا پایان عملیات جوشکاری و سفت شدن حوضچه مذاب بایستی به صورت عمودی در محل جوشکاری نگه داشته شود .
- پس از اتمام جوشکاری و سرد شدن حوضچه مذاب ، حلقه های سرامیکی بایستی شکسته و برداشته شوند .
- جوشکاری در مواقعی که دمای فلز پایه ۱۸- درجه سانتیگراد است و یا سطح ورق به دلیل نزولات جوی مرطوب می باشد مجاز نیست .
- حداقل ارتفاع گلمیخ ها بعد از نصب نباید کمتر از ۴۰ میلیمتر از بالای ورق ذوزنقه ای باشد.
- گلمیخ ها را می توان از روی ورق فولادی ذوزنقه ای ویا مستقیما به عضو فولادی جوش نمود . در هر حال باید گلمیخ ها روی بال ذوب شود .
- فواصل گلمیخ های برشگیر در امتداد تیر تکیه گاهی نباید از ۹۰۰ میلیمتر تجاوز نماید .
الزامات فنی در خصوص آرماتور بندی و بتن ریزی :
- میلگردهای مصرفی در هنگام اجرا بایستی تمیز و عاری از هرگونه زنگ زدگی و چربی باشند .
- عرض متوسط کنگره های پرشده با بتن نباید کمتر از ۷۵ میلیمتر باشد .
- ضخامت دال بتنی در بالای کنگره ورق ذوزنقه ای نباید از ۵۰ میلیمتر کمتر باشد .
- در بازشوها با ابعاد کوچک ( کمتر از ۳۰۰ میلیمتر در هر وجه ) قبل از بتن ریزی محل بازشو با پلاستوفوم پوشیده شده و پس از بتن ریزی برشکاری در ورق عرشه انجام میگیرد .
- در بازشوهای با ابعاد متوسط ( بین ۳۰۰ تا ۷۰۰ میلیمتر در هر وجه ) علاوه بر اجرای پلاستوفوم اجرای آرماتور قطری در گوشه بازشوها مزابق نقشه های اجرایی الزامی است .
- در بازشوهای با ابعاد بزگ ( بزرگتر از ۷۰۰ میلیمتر در هر وجه ) اجرای تیر لبه در لبه بازشوها مطابق نقشه های اجرایی الزامی است .
- حداکثر اندازه سنگدانه مصرفی در بتن ریزی دال مرکب عرشه فولادی برابر با ۲۴ میلیمتر می باشد .
- بتن باید حتی المکان در محل نهایی خود ریخته شود ، و در مواردی که این امر ممکن نیست ، دپوی بتن صرفاً بر روی تیرهای اصلی و فرعی مجاز می باشد و دپوی بتن بر روی ورق عرشه به هیچ وجه مجاز نیست .
- پس از بتن ریزی با توجه به شرایط جوی اقدامات لازم جهت عمل آوری بتن الزامی است .
روش های طراحی :
اصولا دو روش کلی برای طراحی این نوع سقف وجود دارد
الف ) ورق فولادی بعنوان قالب ماندگار (Permanet Shuttering )
ب)ورق فولادی بعنوان المان کششی ( Tensile Component )
الف ) ورق فولادی بعنوان قالب ماندگار
در این روش طراحی از قابلیت مقاومت کششی ورق فولادی در مقطع صرف نظر می کنند ، به عبارت دیگر به ورق فولادی در مقطع صرف نظر می کنند که می بایست قادر به تحمل بارهای زنده (ابزار و نفرات) موجود تا مرحله بتن ریزی همچنین وزن بتن خیس و خشک باشد که البته پس از گیرش بتن نیازی به دکفراژ ندارد وتا پایان عمر ساختمان باقی خواهد ماند . در این حالت در واقع از عملکرد ( ( Contribution سازه ای ورق فولادی چشم پوشی شده و سقف به عنوان یک دال بتنی مسلح در نظر گرفته می شود این نحوه طراحی ، موجب میشود مقدار آرماتور محاسباتی مقطع بیشتر شود چرا که می بایست به جای ورق فولادی نیز در تحمل کشش مقطع شرکت نمایند . طراحان در این حالت ، معمولا این آرماتورهای کششی را در کف کنگره قرار داده و آنها را آرماتورهای طولی ( Longitudinal Reinforcement ) می نامند .
ب) ورق فولادی بعنوان المان کششی
در این روش ورق فولادی بعنوان المان کششی مقطع در نظر گرفته می شود ومقطع حاصله به صورت مرکب (Composite) عمل می کند در واقع در این حالت در گیری بتن و ورق فولادی به اندازه ای کافی است که در حین مقاومت در برابر لنگرها و برشهای موجود با یکدیکر عمل کرده ودچار لغزش نسبت به هم نمی شوند . طراحی با استفاده از این فرضیات ، اقتصادی ترین حالت این سقف را بدست می دهد چرا که موجب کاهش آرماتور محاسباتی مقطع خواهد شد . هر چند در نظر گرفتن درستی این فرضیات منوط به داشتن اطلاعات دقیق از مشخصات هندسی ورق و رفتار مشترک ( Interaction ) بتن و ورق فولادی می باشد .
آتش سوزی :
ورقه فولادی فرم دار ( عرشه تحتانی ) قسمتی از این نوع سقف می باشد که با روش های زیر درمقابل حریق ایمن می گردد :
الف ) مقاومت در مقابل آتش ، توسط رنگ های منبسط شونده ( Intumescent paint)
رنگ های منبسط شونده بر پایه آب یا حلال می باشند و درجه حرارت ۲۷۰ تا ۳۰۰ درجه سانتیگراد با پف کردن تا حدود بیست برابر ضخامت اولیه شان حجیم می شوند . این ضخامت افزایش یافته یا زغال است که تامین کننده عایق مورد نظر می باشد .
پوشش های با خواص سیمانی :
پوشش های ضد حریق با خواص سیمانی به دو نوع تر وخشک که بدون محدودیت در خصوص شرایط محیطی و اجرایی می توانند سازه و سقف (عرشه فولادی ) را در مقابل حریق تا ساعت ها ایمن نمایند .
در تمام آیین نامه ها بخشی به این موضوع اختصاص یافته است که خصوصا در آئین نامه کشور انگلستان (BSI ) دو روش جهت محاسبه در برابر حریق ارائه می دهد .
———————————————————————————————————-
الزامات مبحث دهم مقررات ملی ساختمان:
- حداقل ارتفاع ذوزنقه ها از ۷۵ میلیمتر بزرگتر نباشد .
عرض متوسط کنگره های پرشده با بتن نباید کمتر از ۷۵ میلیمتر باشد .
ضخامت دال بتنی در بالای کنگره ورق ذوزنقه ای نباید از ۵۰ میلیمتر کمتر باشد .
حداقل ارتفاع گلمیخ ها بعد از نصب نباید کمتر از ۴۰ میلیمتر از بالای ورق ذوزنقه ای باشد. - گلمیخ ها را می توان از روی ورق فولادی ذوزنقه ای ویا مستقیما به عضو فولادی جوش نمود . در هر حال باید گلمیخ ها روی بال ذوب شود .
- فواصل گلمیخ های برشگیر در امتداد تیر تکیه گاهی نباید از ۹۰۰ میلیمتر تجاوز نماید .
- تمامی ا لمان های فولادی که به صورت مختلط طراحی شده اند می بایست در فواصلی کمتر از ۴۰۰ میلیمتر مهارشوند .
ضریب کاهش نیروی کششی :
الف) کنگره ورق ها عمود بر تیر باشد
ب) کنگره ورق ها موازی با تیر باشد
hr = ارتفاع اسمی کنگره ها
Hs = طول گلمیخ بعد از جوش که در محاسبات نباید از ۷۵+ hr میلیمتر تجاوز کند . حتی اگر طول واقعی بزرگتر باشد .
Nr = تعداد گلمیخ های برشگیر در روی یک تیر واقع در کنکره که نباید از ۳ منظو گردد .
Wr = عرض متوسط کنگره که توسط بتن پر شده است به میلیمتر .(الف)
Wr = عرض متوسط ماهیچه بتنی با کنگره پر شده از بتن به میلیمتر . (ب)
ضوابط طراحی و اجرا
ورق های فولادی عرشه های سقف pro deck در ابتدا بصورت روال های تولیدی کارخانجات وارد کارخانه شده و بر اساس ضخامت طرح شده برای پروژه مورد نظر انتخاب و در دستگاه رول فرمینگ مطابق نقشه های شاپ دراوینگ و بر طبق اندازه های سفارشی برش و فرم پیدا می نمایند. سپس دسته بندی و بعد به کارگاه ساختمان منتقل می گردند.
در محل کارگاه ساختمانی شیت های ورق بر روی اسکلت منتقل شده و سپس توسط پرسنل اجرایی به سرعت روی اسکلت پهن و بعد توسط میخ های مخصوص بر روی آن ثابت می شود و بعد ازآن نصب گل میخ ها توسط Stud Welding از روی ورق عرشه بر روی اسکلت انجام می شود. در مرحله بعد عملیات آرمارتور بندی ، بتن قالب دور و محل بازشوها و نهایتا بتن ریزی صورت می گیرد.
ضوابط ارائه شده توسط مرکز تحقیقات ساختمان و مسکن در مورد سیستم دال مرکب فولادی و بتنی
سیستم های مرکب دال فولادی – بتنی، یکی از اقتصادی ترین روش های ساخت سقف برای ساختمان ها شناخته شده اند. این سیستم از مقاطع مختلط دال بتن مسلح برروی ورق های ذوزنقه ای که به تیرها وشاهتیرهای فولادی متصل می شوند،تشکیل شده اند.
عملکرد مختلط دال بتن مسلح فوقانی و ورق فولادی ذوزنقه ای تحتانی، نقش به سزایی در تامین صلبیت سقف و رفتار مطلوب برشی آن خواهد داشت. چنان چه در این سقف از تیرچه با جان مشبک استفاده شود میتوان تاسیسات مکانیکی و برقی را به آسانی در زیر سقف تعبیه نمود. لذا امکان دسترسی به تاسیسات در مواقع بروز مشکل خرابی احتمالی ممکن خواهد شد.این سقف ها در مقایسه با سقف های مرسوم در اسکلت های فولادی معمولی ساختمان ها ، از وزن کمتری برخوردار بوده و به ویژه با نیز همخوانی دارد. لذا عمده ترین کاربرد این سقف ها در سازه های فولادی اعم LSF ، ساختمان های ساخته شده از فولاد سرد نورد شده ازنورد سرد یا گرم می باشد. این سیستم در مرکز تحقیقات ساختمان و مسکن مورد ارزیابی قرار گرفته و کاربرد آن در حیطه الزامات ارائه شده مجاز است.
————————————————————————————————-
الزامات اجرا :
ارتفاع ورقهای فولادی ذوزنقه دراین مقاطع به ۷۵محدود می باشد.
تامین ضوابط دیافراگم صلب با توجه به ضوابط موجود درفصل آیین نامهASCE 7-05 وضوابط موجود در استاندارد۲۸۰۰ ایران الزامی است.
حداکثر تغییرمکان مجاز ناشی از بار مرده حین اجرا به L/180یا ۲۰mmبرای هر دهانه محدود می گردد.
حداکثر تغییر مکان مجاز ناشی از بار زنده بهره برداری به L/360 برای هر دهانه محدود می گردد.رعایت الزامات مربوط به بازشو در سقف ها ،بر اساس مبحث نهم مقررات ملی ساختمان الزامی است.
رعایت ضوابط طراحی برشگیرها بر اساس بند۱۰-۱-۲-۷ مبحث دهم مقررات ملی ساختمان یا بر اساس ضوابط موجود در بخش ۱۳ آیین نامه ASCE 7-05 الزامی است.
قطر گلمیخ های برشگیر باید۲۰mm یا کمتر بوده و حداقل ارتفاع آن ها بعد از نصب که از بالای ورق ذوزنقه ای اندازه گیری می شود، نباید کمتر از۴۰mm باشد.
ضخامت دال بتن آرمه در بالای کنگره ورق ذوزنقه ای نباید از ۵۰mm کمتر باشد.
رعایت مشخصات فولادهای بکار برده شده بر اساس استانداردASTM با حداقل Fy برابر۲۳۰MPa الزامی است.
رعایت مشخصات بتن سازه ای جهت سقف کامپوزیت مطابق ضوابط موجود درAISC حداقل F’c برابر۲۱MPa و حداکثر آن برابر۷۰MPa جهت بتن مورد استفاده در دال بتن ارمه و همچنین رعایت ضوابط مربوط به آرماتورگذاری دال بتن آرمه بر اساس ضوابط موجود در آیین نامه ACI 318-05 الزامی است.
مقاومت تسلیم آرماتورهای مورد استفاده در دال بتن ارمه رو به مطابق ضوابط AISC نباید از۵۲۵MPa تجاوز نماید.
رعایت ضوابط و مقررا ت مربوط به جوشکاری اعضای سرد نورد شده مطابق استاندارد AISIو آیین نامه هایAWS وAISC الزامی است.
رعایت ضوابط راهنمای طراحیFloor vibrations dus to human activity منتشر شده توسط انجمن AISC جهت کنترل ارتعاش کف ها الزامی است.
رعایت مبحث سوم مقررات ملی ساختمان در خصوص حفاظت ساختمان ها در مقابل حریق و همچنین الزامات نشریه شماره ۴۴۴ مرکز تحقیقات ساختمان و مسکن مربوط به مقاومت جداره ها در مقابل حریق با در نظر گرفتن تعداد طبقات، ابعاد ساختمان، کاربری وظیفه عملکردی عنصرساختمانی ضروری است.
صدابندی هوابرد و کوبه ای سقف بین طبقات می بایست مطابق مبحث هجدهم مقررات ملی ساختمان تامین گردد.
رعایت الزامات مبحث ۱۹ مقررات ملی ساختمان، جهت صرفه جویی در مصرف انرژی الزامی است.
در نظر گرفتن جزئیات دقیق مسیر و محل نصب کلیه اجزای تاسیاست مکانیکی وبرقی در مرحله طراحی و اجرای سقف، ضروری است.
عرشه سازان
دانلود فیلم نحوه اجرای سقف عرشه فولادی
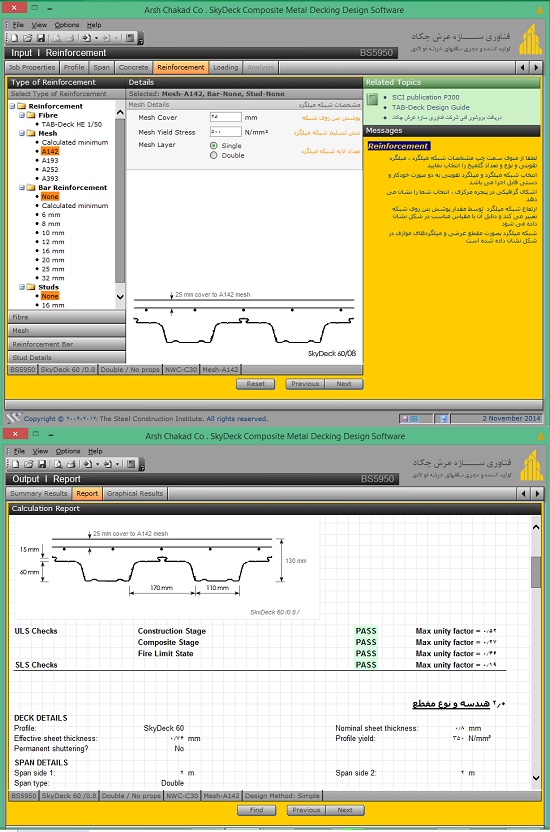
نرم افزار محاسباتی عرشه فولادی
جهت مدلسازی و طراح سقفهای کامپوزیت عرشه فولادی از نرمافزار ETABS و نرمافزار مخصوص طراحی این سقف که قابلیت مدلسازی سقف در حالتهای مختلف و با در نظر گرفتن المانهای متغیر این سقف (ضخامت و شکل ورق فولادی، با شمعبندی یا بدون شمعبندی، ضخامت دالبتنی، میلگرد، گل میخ و …) را دارا میباشد استفاده میشود.
در ضمن نرم فزار دیگری نیز به نام SkyDeck Design Software توسط متخصصین ایرانی طراحی گردیده و برای عموم در دسترس است
فرایند جوشکاری ( welding ) در سقف عرشه فولادی
- جوشکاری (Welding)
- فرآیندی صنعتی است که در آن دو ماده (فلزی یا غیر فلزی) را به یکدیگر به روش ذوبی، غیر ذوبی، با فشار یا بدون فشار به وسیله ی ماده ی واسط (پر کننده) یا بدون ماده ی واسط جوش می دهند تا یک اتصال ایجاد شود. در واقع در فرآیند جوشکاری دو یا چند قطعه به هم متصل می شوند و یک عضو پیوسته را تشکیل می دهند.
- جوشکاری بر روی طیف وسیعی از فلزات از جمله فولاد، مس، آلومینیوم، برنج و بسیاری دیگر از آلیاژها انجام می شود. مهندسین و جوشکاران با روش های مختلف جوشکاری و با استفاده از طیف گسترده مواد می توانند اتصال ها را با ضخامت، اندازه و شکل مورد نظر اجرا کنند.
- جوش ها همانند بست های مکانیکی عمل می کنند و در اتصالات سازه ها جهت انتقال نیرو و انتقال تنش ها از یک عضو سازه به عضو های دیگر استفاده می شوند.
- برای ایجاد یک اتصال قوی اغلب از روش ذوب قطعه با مواد واسط (پر کننده) استفاده می شود که به شکل یک حوضچه از مواد مذاب (حوضچه مذاب) می باشد، که پس از انجماد اتصال ایجاد می شود.
- فرآیند جوشکاری به دو دسته کلی زیر تقسیم می شود:
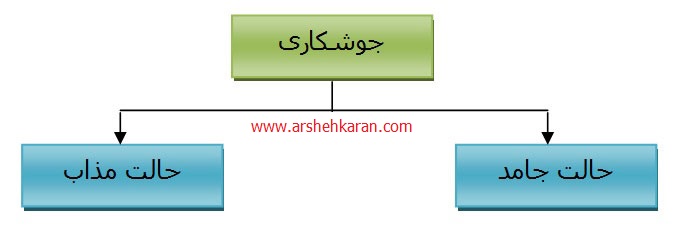
- در این سری از فرآیند های جوشکاری، هیچ لزومی ندارد که قطعه ذوب شود بلکه فقط می بایست پیوند متالورژیکی بین اجزاء برقرار شود. در حین اتصال درجه حرارت از نقطه ذوب فلزات تجاوز نکرده و هیچگونهآلیاژ پرکن ذوب شونده ( نظیر فرآیند های لحیم گرم و سرد ) بکار گرفته نمی شود. البته این بدان معنا نیست که در حین این فرآیندها هیچ گونه مذابی تشکیل نمی شود، بلکه فاز مذاب مثل یک روانکار عمل می کند. در این فرآیندها برای دستیابی به اتصال با کیفیت بالا بین فلزات اعم از همجنس و غیر همجنس، یا از تغییر فرم و یا از نفوذ و تغییر فرم کمک گرفته می شود.
- مزیت جوشکاری حالت جامد
- ۱٫ هنگامی که حین جوشکاری فلز ذوب می شود، به دلیل انجماد سریع، ساختارهای غیر تعادلی پس از اتصال بوجود می آید. در واقع به دلیل تنش های باقیمانده، ساختار به ترک خوردن حساس می شود. لذا برای اصلاح ساختار باید عملیات حرارتی روی قطعات صورت بگیرد. در جوشکاری حالت جامد، ساختار غیر تعادلی تشکیل نمی شود.
- ۲٫ وقتی فلز ذوب می شود، میزان انحلال گاز در آن بسیار بالاست. در فرآیندهای ذوبی، سطح مذاب با محیط اطراف کاملاً مواجه شده و امکان جذب گاز وجود دارد. این گازها، میزان حلالیت در جامد را حین انجماد پایین آورده و مذاب یک حالت فوق اشباع پیدا می کند. خروج این گازهای حل شده از بالک جامد قطعه بسیار مشکل و تقریباً غیر ممکن است. گاز هیدروژن بدترین حالت را ایجاد می کند. زیرا به صورت یک ذره پروتون که تحرک آن بسیار بالاست، در مذاب حل می شود. هیدروژن باعث ایجاد ترک سرد یا ترک تأخیری می گردد. در جوشکاری حالت جامد به دلیل عدم وجود مذاب این مشکل نیز دیده نمی شود.
- ۳٫ در حین جوشکاری انبساط های غیر یکنواخت و در هنگام انجماد انقباض های غیر یکنواخت ایجاد می شود که همراه با ایجاد تنش های کششی می باشد که مستعد ایجاد ترک هستند. لذا در جوشکاری حالت جامد، نوع تنش های باقیمانده در فصل مشترک، تنش های فشاری می باشد که امکان گسترش ترک را از بین می برد.
- ۱٫ جوشکاری اصطکاکی
- ۲٫ جوشکاری نوردی
- ۳٫ جوشکاری فشاری
- ۴٫ جوشکاری انفجاری
- ۵٫ جوشکاری ضربه ای
- ۶٫ جوشکاری با فرکانس بالا
- ۷٫ جوشکاری اصطکاکی – اختلاطی
- ۸٫ جوشکاری مینیاتوری (التراسونیک)
- ۹٫ جوشکاری دیفیوژیونی (نفوذی)
- اتصال بین دو قطعه فلزی با ذوب کردن لبه ها یا سطح اتصال با یا بدون افزودن فلز پرکننده با یا بدون اعمال فشار را جوشکاری ذوبی می نامند. این نوع فرآیند برای پلاستیک ها و سرامیک ها نیز کاربرد دارد و تحت عنوان جوشکاری امتزاجی شناخته می شود.
- کیفیت محصول در این فرآیندها تابع نحوه اجرا می باشد. سه ویژگی خاص در این نوع جوشکاری وجود دارد:

- ۱٫ شدت منبع حرارتی:
- لازمه ذوب کردن قطعه مورد نظر، داشتن یک منبع حرارتی با تمرکز حرارتی است. در جوشکاری، میانگین توان ساطع شده از واحد سطح منبع حرارتی می بایست مد نظر قرار بگیرد.
- ۲٫ میزان یا نرخ ورود حرارت به قطعه:
- میزان انرژی ورودی به قطعه در واحد طول معرف نرخ ورود حرارت است. هر چقدر میزان انرژی بیشتر باشد، دما بالا نمی رود بلکه حجم مذاب تشکیل شده افزایش می یابد. زیرا دما تا نقطه تبخیر فلز بالا رفته و سپس ثابت می شود. پس از آن هدایت حرارتی در قطعه موجب افزایش حجم مذاب می گردد. این افزایش حجم مذاب منجر به افزایش زمان لازم برای انجماد شده و باعث می گردد در سطوح مذاب جذب گازهای اکسیژن، هیدروژن و نیتروژن اتفاق بیفتد. این گازها در قطعه، هم می توانند برخی اکسیدهای ترد ایجاد کرده و یا اینکه به صورت فوق اشباع و حباب گازی تبدیل می شوند. لذا توجه به حرارت ورودی به قطعه و جلوگیری از ایجاد این اشکالات منجر به ارتقای کیفیت جوش می گردد.
- ۳٫ نحوه پوشش دادن ناحیه جوش:
- در بسیاری از روش های جوشکاری ذوبی، درجه حرارت مذاب بسیار بالا بوده، لذا واکنش پذیری مذاب موجود در حوضچه جوش زیاد است. گازی که در اطراف حوضچه وجود دارد در مذاب حل شده و عیوبی را در منطق جوش ایجاد می کند. لذا لازم است این مناطق به طریقی پوشش داده شوند.
- انواع پوشش های مورد استفاده در جوشکاری ذوبی به چهار دسته تقسیم می شوند:

- فرآیندهای جوشکاری ذوبی بر مبنای منبع تولید حرارت به چهار دسته تقسیم می شوند.
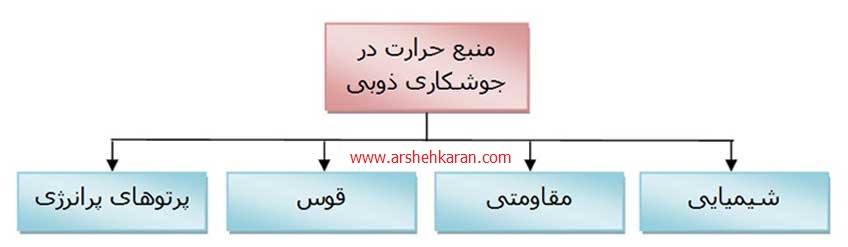
- ۱٫ منبع حرارتی شیمیایی:
- در این روش، یک واکنش شیمیایی موجب تولید حرارت شده (واکنش های گرمازا) و به دو دسته زیر تقسیم می شوند:
- ۱٫۱٫ جوشکاری گازی (Oxy Fuel Welding)
- ۲٫۱٫ جوشکاری ترمیت (Thermite Welding)
- ۲٫ منبع حرارتی مقاومتی:
- در این روش یک عامل در برابر عبور جریان الکتریکی، مقاومت نشان داده و در اثر آن، حرارت تولید می شود. این جوشکاری نیزی به دسته زیر تقسیم می شود:
- ۱٫۲٫ جوشکاری الکترو اسلگ (جوشکاری با سرباره هادی) (ESW)
- ۲٫۲٫ جوشکاری مقاومتی
- ۳٫ منبع حرارتی قوس:
- در این روش، قوس الکتریکی که همان تخلیه الکترونی بین قطب کاتد و آند است، منبع تولید حرارت می باشد.
- ۱٫۳٫ جوشکاری با الکترود پوشش دار (SMAW)
- ۲٫۳٫ جوشکاری تحت پوشش گازهای محافظ با الکترود تنگستن (GTAW)
- ۳٫۳٫ جوشکاری تحت پوشش گازهای محافظ با الکترود مصرفی (GMAW)
- ۴٫۳٫ جوشکاری با قوس پلاسما (PAW)
- ۵٫۳٫ جوشکاری قوس با الکترود توپودری (FCAW)
- ۶٫۳٫ جوشکاری زیر پودری (SAW)
- ۷٫۳٫ جوشکاری زائده ای (SW)
- ۸٫۳٫ جوشکاری الکترو گس (EGW)
- ۴٫ منبع حرارتی پرتوهای پر انرژی:
- در اثر تاباندن این پرتوها بر سطوحی که قرار است بهم جوش شوند، فرآیند ذوب اتفاق می افتد. این نوع جوشکاری شامل طبقه بندی زیر می باشد:
- ۱٫۴٫ جوشکاری با پرتو الکترون (EBW)
- ۲٫۴٫ جوشکاری با لیزر (LBW)
مقایسه برشگیر گلمیخ در سقف های عرشه فولادی و برشگیر ناودانی در سقف های کامپوزیت

• سرعت اجرای هر گلمیخ در سقف دال مرکب عرشه فولادی حدود ۱۰ ثانیه می باشد که این زمان برای اجرای برشگیرهای ناودانی در سقف کامپوزیت حدود ۴ دقیقه می باشد .
• برشگیرهای گلمیخ قابلیت انتقال نیروی برش در تمامی جهات را دارا می باشد که این انتقال نیروی برش در برشگیرهای ناودانی فقط محدود به انتقال نیروی برش در جهت طولی ناودانی می باشد .
• زمان برقراری قوس الکتریکی در برشگیرهای گلمیخ حدود ۸۰۰ میلی ثانیه می باشد که این زمان برای اجرای یک برشگیر ناودانی زمانی در حدود ۳ دقیقه می باشد .
• برشگیرهای گلمیخ عملیات جانبی از قبیل برش کاری و گل زنی جوش را لازم ندارد در حالی که برشگیرهای ناودانی نیاز به برش کاری و گل زنی جوش را دارا می باشد .
• کیفیت جوش در برشگیرهای گلمیخ به مراتب بیشتر از کیفیت جوش در برشگیرهای ناودانی می باشد .
• اجرای برشگیر گلمیخ به الکترود نیازی نداشته و جوشکاری با استفاده از دستگاه استاد ولدینگ انجام می شود .
• عدم تغییر شکل تیر فولادی بر اثر حرارت در برشگیرهای استفاده شده از گلمیخ نسبت به برشگیرهای ناودانی به علت پایین بودن زمان اجرای برشگیر .

دانلود فیلم نحوه تست خمش جوش گل میخ

علاوه بر بازرسی عینی، آزمایش باید شامل خم کردن گل میخ به اندازه تقریبی ۳۰ درجه پس از سرد شدن باشد. آزمایش خم را می توان به کمک یک اهرم و نه با ضربات چکش انجام داد.در دمای کمتر از ۱۰ درجه سانتیگراد انجام آزمایش خمش باید با بارگذاری آهسته از ساقه گل میخ (نه انتهای گل میخ منتهی به جوش) صورت گیرد .
در این فیلم با نحوه صحیح تست خمش جوش گل میخ آشنا میشوید
ضوابط جوشکاری گل میخ عرشه فولادی در مبحث دهم
ضوابط جوشکاری گلمیخ در مبحث دهم مقررات ملی ساختمان 
ضوابط عمومی :
هندسه گلمیخها باید برای انجام جوش قوس الکتریکی به وسیله تجهیزات اتوماتیک خاص اینکار مناسب باشد.
نوع واندازه گل میخ باید در نقشهها مشخصات فنی خصوصی ویا سایر مدارک طراحی تعریف شود.
هر گلمیخ باید دارای یک حلقه محافظ حرارت از جنس سرامیک یا مصالح مناسب دیگر باشد.
ضوابط مکانیکی:
گلمیخها باید از جنس میله های سرد کشیده شده باشد.سطح قطعه ای که گلمیخها به آن جوش می شوند باید عاری از هرگونه فلس،زنگ،رطوبت ویا هرگونه مواد مضری که مانع از انجام یک جوش مطمئن و خوب می شوند ،باشد.این سطوح ممکن است با برس سیمی سنگزدن تمیز شوند.
حفاظ قوسی یا حلقه سرامیک حافظ جوشکاری باید بطور کامل خشک باشد.اگر به دلایلی مثل رطوبت موجود در هوا یا اثر باران مرطوب شده باشد باید قبل از استفاده به مدت ۲ ساعت در دمای ۱۲۰ درجه قرار گیرد تا بطور کامل خشک باشد.
فواصل طولی و عرضی برشگیرهای گلمیخ از یکدیگر و همچنین فاصله آنها از لبه بال تیر یا شاهتیر نسبت به آنچه که در نقشه ها نشان داده شده می تواند حداکثر ۲۵ میلیمتر مغایرت داشته باشد.حداقل فاصله لبه پایه گلمیخ از لبه بال تیر مساوی قطر گل میخ بعلاوه ۳ میلیمتر است .این فاصله نباید کمتر از ۳۸ میلیمتر باشد.
در مورد گلمیخهایی که در داخل بتن مدفون می شوند حلقه سرامیکی باید شکسته و برداشته شود.
در مورد سایر گلمیخها شکستن حلقه سرامیکی اجباری نیست لیکن بهتر است انجام شود.
تکنیک جوشکاری گلمیخ:
گلمیخها با استفاده از تجهیزات خودکار جوشکاری گلمیخ که به یک منبع انرژی جریان یکسو با قطبیت مثبت متصل است جوش داده شوند.(دستگاه Studwelding)
در حین جوشکاری تفنگی مربوطه باید تا زمان سفت شدن فلزلت مذاب در موقعیت اولیه جوشکاری و بدون حرکت نگاه داشته شود.
در حالتیکه دمای فلز پایه کمتر از ۱۸- می باشد یا سطح جوشکاری مرطوب است باید از انجام جوشکاری پرهیز کرد.
ضوابط ارزیابی گلمیخها:
گلمیخهای مورد استفاده در ورقهای ذوزنقه ای آزمایش باید با مصالحی باشد که بیانگر شرایط اجرایی باشند.
- آزمایش خمش
- آزمایش پیچش
- آزمایشش کشش
کنترل در حین ساخت :
- علاوه بر بازرسی عینی آزمایش باید شامل خم کردن گل میخ به اندازه تقریبی ۳۰ درجه پس از سرد شدن باشد.
- آزمایش خم را می توان به کمک یک اهرم و نه ضربات چکش انجام داد.
- در دمای کمتر از ۱۰ درجه سانتیگراد انجام آزمایش خمش باید با بارگذاری آهسته صورت گیرد تا گل میخ در اثر ترد شکنی از بین نرود.
- هنگامیکه یک گلمیخ غیر قابل پذیرش از سطح عضو تحت تنش کششی برداشته می شود سطحی که گلمیخ مورد نظر از آن قسمت حذف شده باید سنگ زده شده و صاف و همسطح گردد.
روش اجرای دوربندی ( فلاشینگ ) و ایجاد بازشو در سقف عرشه فولادی
گاهاً مشاهده می شود در اجرای سقف عرشه فولادی ، در زمان دوربندی کردن به جای استفاده از ورق گالوانیزه U شکل و تسمه مهار و پیچ خودکار ، یا از تخته استفاده می شود و یا ورقهای L شکل گالوانیزه به شکل نامطلوب و به وسیله سیم آرماتوربندی مهار می گردند ، که ایراد بزرگ آن این است که در زمان بتن ریزی ورقها دچار خم شدن ( اصطلاحاً شکم دادن ) به خارج می گردند و شکل نامطلوبی را در لبه های سقف ایجاد می نماید و در زمان نماسازی و دیوارچینی محیطی این بیرون زدگیهای اشکالات زیادی را ایجاد می نماید ،

در صورتیکه در روش صحیح همانطور که در تصاویر زیر می بینید با استفاده از ورق گالوانیزه که به شکل U خم داده شده و به ارتفاع ۱۲٫۵ سانتی متر بایستی استفاده شود و خم پایینی فلاشینگ زیر ورق عرشه فولادی قرارگرفته و به وسیله میخکوب در جای خود فیکس می گردد و خم بالایی ورق فلاشینگ نیز به وسیله تسمه های مهار که آنها نیز از جنس گالوانیزه و به عرض ۲ تا ۳ سانتی متر و به طول ۱۰ تا ۲۰ سانتی متر می باشند به وسیله پیچ خودکار بر روی ورق عرشه فولادی فیکس میگردند ، فاصله نصب تسمه مهار ها از یکدیگر حداکثر ۶۰ سانتی می باشد .

در اجرای گوشه در دوربندی نیز مطابق تصویر زیر می بایست لبه های فلاشینگ روی هم خم خورده و به وسیله پیچ خودکار کاملاً فیکس و محکم گردند که در زمان بتن ریزی ورق فلاشینگ دچار تغییر شکل نگردد .

دوربندی لبه های سقف عرشه فولادی در قسمت راه پله نیز بسیار حائز اهمیت می باشد و مطابق تصویر زیر بایستی به دقت و توسط تسمه های مهار در فواصل حداکثر ۴۰ سانتی فیکس و در جای خود محکم شوند ، عدم رعایت نکات فوق باعث از بین رفتن چشم پله خواهد شد .

در مورد دریچه های و بازشوهای بالاتر از ۵۰ سانتی متر مانند رایزز ها و فضای آسانسور چنانچه محیط دریچه فاقد زیر سری و پروفیل بود می بایست به وسیله نبشی کشی محیط مناسبی برای نشیمن ورق ایجاد و سپس به کمک فلاشینگ و تسمه مهار دوربندی و بعد بتن ریزی نمود . به کرات دیده شده در سقفهای عرشه فولادی مجری سقف محل دریچه را به وسیله فوم مسدود می کند و بدون اینکه زیر سری و یا نشیمن درستی در محیط پیرامونی بازشو باشد ، در مرحله بعد از بتن ریزی ورق عرشه فولادی در محل بازشو بریده می شود ، که این عمل کاملا غیر اصولی بوده و باعث می گردد ورق عرشه فولادی کاربرد خود را به عنوان یک المان کششی در محل بازشو از دست بدهد .

مشکلات برق سه فاز و دیزل ژنراتور در اجرای سقف عرشه فولادی
جهت اجرای برشگیر به روش ذوبی یا همان گلمیخ توسط دستگاه استاد ولدر (Stud Welder) به توانی در حدود ۱۳۰ kw (کیلووات) نیاز است. این توان برق مصرفی را به دو روش می توان تامین نمود.
- تامین برق توسط دیزل ژنراتور
- تامین برق توسط برق سه فاز شهری
تامین برق توسط دیزل ژنراتور
جهت اجرای صحیح گلمیخ بسته به تنظیمات دستگاه و شرایط اجرایی ساختمان به ژنراتوری با توانی بین ۱۶۰ تا ۲۵۰ KVA (کیلو ولت آمپر در بازار به کاوا معروف است) نیاز است.
آمپر اولیه دستگاه، زمان جوشکاری، طول کابل ها، ضخامت رنگ تیرها، چند لایگی ورق ها (Over Lap)، سختی موضعی تیرها (بر اساس تنش های حرارتی) و غیره از عمده عوامل تعیین کننده توان ژنراتور مورد نیاز در بازه کاوایی قید شده هستند.
لازم به ذکر است توان اسمی و عملی ژنراتورها با هم تفاوت دارند. لذا ممکن است ژنراتوری با توان ۱۸۰ کاوا قادر به تامین برق مورد نیاز دستگاه استادولدر نباشد که مسلما نشان دهنده کم بودن توان عملی ژنراتور نسبت به توان اسمی آن است. همواره فروشنده یا موجر ژنراتور نسبت به توان واقعی دستگاه خود اطلاع دارد لذار پرسش این سوال جهت حصول اطمینان ضروری است.
تامین برق توسط برق سه فاز شهری
هر چند این مورد توصیه نمی شود اما به هر حال یکی از روش های تامین برق دستگاه استادولدر محسوب می شود. در صورت تامین برق سه فاز شهری یا صنعتی با فیوز ۶۴ آمپر با آمپر دهی ۴۰۰ برای هر فاز می توان از آن استفاده کرد اما همواره بدلیل نوساناتی که در فازها بدلیل بارکشی غیر مساوی وجود دارد حصول سه فاز یکسان به سختی امکان پذیر است که نتیجتا به دستگاه استادولدر صدمه وارد خواهد کرد.
در بسیاری از مواقع این اتفاق می افتد که در محل پروژه برق سه فاز در دسترس نیست و یا اگر هست قدرت کافی برای برقراری قوس الکتریکی قدرتمند دردستگاه استاد ولدینگ را ندارد که همین امر باعث کیفیت بد جوش و کنده شدن گلمیخ ها می گردد ، حال چه باید کرد ؟
۱- در بعضی مواقع برق سه فاز موجود است اما قدرت کافی ندارد :
اول : فیوزبرق سه فاز را از ۳۵ آمپر به ۶۰ آمپر تبدیل کنید .
دوم : اگر کابل برق از کنتور به دستگاه ضعیف است مثلاً ۴*۲ می باشد آنرا به ۱۰*۲ تغییر دهید .
۲- در بعضی مواقع کلاً برق سه فاز موجود نیست :
راه حل : در چنین مواقعی می بایست حتماً از دستگاه دیزل ژنراتور استفاده گردد ، اما نه از نوع معمولی بلکه از دستگاهی که مولد آن قدرت تولید حداقل ۲۰۰ KAVA برق و یا ۱۸۰AM برق را داشته باشد .

در ضمن به توضیحات اجاره دهنده دستگاه توجه نکنید خود شخصاً دیزل ژنراتوررا قبل از حمل به پروژه توسط آمپر سنج تست کنید و از قدرت حداقلی آن که ۱۸۰ آمپر است اطمینان حاصل نمایید .
روشهای شناسایی مرغوبیت گلمیخ در عرشه فولادی
باتوجه به مزایای ویژه ای که سیستم سقفهای عرشه فولادی ازنظر فنی واقتصادی دارد شاهد روند رو به رشد استفاده از این فناوری هستیم. اما متاسفانه اخیرا مشاهده می شود افرادبی مسئولیت،سودجو وفرصت طلب با سوء استفاده از شرایطی که تقاضای بازار برای گلمیخ های برشگیر ساختمانی ایجاد نموده است نسبت به واردات وبعضا تولید گلمیخ های بی کیفیت اقدام نموده و باتوجه به ضعف دستگاه نظارت درتیراژ بالا به بازار عرضه نموده اند.

استفاده از این محصولات که متاسفانه اکثرا در کارگاههای زیرپله ای وبا استفاده از مواد اولیه بی کیفیت”میلگردهای ذوبی” وبا روشهای غیر استاندارد”ریخته گری،فورج گرم،تراشکاری و…” تولید می شود مایه نگرانی است وعواقب جبران ناپذیری دربردارد. چنانکه مستحضر هستید گلمیخ های برشگیر در یک سازه کامپوزیت نقش بسیار مهم وغیر قابل اغماضی را بعهده دارند “تحمل تنش برشی وانتقال آن” در واقع گلمیخ برشگیر مهمترین قطعه در یک سازه کامپوزیت است.استفاده از گلمیخ برشگیر غیر استاندارد با توجه به نقش بسیار مهمی که درسازه برعهده دارد از نظر فنی فاجعه و از نظر اخلاقی بسیار نکوهیده می باشد.
این نوشتار سعی دارد ضمن یادآوری استاندارد های تولید وجوشکاری گلمیخ های برشگیر با اقتباس از استانداردهای مربوطه وبا تکیه بر الزامات مبحث دهم مقررات ملی ساختمان وآیین نامه جوشکاری ساختمان ایران گامی در جهت اشاعه فرهنگ استفاده از قطعات استاندارد در صنعت ساختمان بردارد،امیداست باهمت دست اندرکاران صنعت ساختمان درجهت آگاهی دادن به ناظران،کارفرمایان ومجریان درخصوص استفاده ازمصالح استاندارد حافظ جان ومال مردم وحیثیت فنی جامعه مهندسی باشیم. گلمیخ های برشگیر ساختمانی ، استانداردها گلمیخ های برشگیر ساختمانی که در سازه های کامپوزیت بطورعام وسقفهای کامپوزیت عرشه فولادی (متال دک) بطورخاص استفاده میشود براساس استاندارد A.W.S- D1.1 که توسط American Welding Society تدوین شده است وهمچنین ISO-13918 بایستی جوشکاری وتولید شود. استاندارد تولید درخصوص روش تولید این محصولات جزئیات قابل تاملی را مطرح می کند که مهمترین مواردآن عبارتند از:
استفاده اجباری از مواد اولیه استاندارد :
متریال مورد استفاده جهت تولید گلمیخ برشگیر بایستی ترکیب شیمیایی خاصی داشته باشد که این مواد را در دسته فولادهای آلیاژی خاص قرار می دهد بنابراین “استفاده از میلگردهای ذوبی جهت تولید گلمیخ به هیچ عنوان مورد تایید نمی باشدوچنین محصولاتی درصورت تولید فاقد ارزش فنی است ضمن اینکه خواص مکانیکی ومقاومت لازم را ندارند”.
تولید گلمیخ استاندارد فقط باروش فورج سرد:
روش تولید گلمیخ برشگیر براساس استاندارد “فورج سرد”عنوان شده است ودلیل فنی آن بهبود خواص مکانیکی قطعات تولیدی است بنابراین “تولید با روش ریخته گری به هیچ عنوان مورد تایید نمی باشدوچنین محصولاتی درصورت تولید فاقد ارزش فنی است ضمن اینکه خواص مکانیکی ومقاومت لازم را نداشته وجوش پذیری مناسب نیزندارند”. رعایت کیفیت ابعادی ومشخصات ظاهری: ابعادتک تک قطعات تولیدی بایستی کاملا مطابق آیین نامه ها کنترل شود ، وجودهرگونه ترک،مویه،لهیدگی ، تخلخل وعدم سازگاری ابعادی با نمونه استاندارد نشانه کیفیت پایین قطعه تولیدی بوده وازنظرفنی غیرقابل استفاده شناخته می شود بنابراین”گلمیخ های برشگیر که باروشهای ریخته گری،فورج گرم ویابااستفاده ازمیلگردهای ذوبی تولید می شود به دلیل اینکه ساختار متخلخل وغیرهمگن دارند ودرفرآیند تولید با کیفیت یکنواخت تولیدنمی شوند به هیچ عنوان موردتایید نمی باشد”.
به معایب فنی گلمیخ های حاصل از ریخته گری وفورج گرم توجه کنید:
-یکسان نبودن استحکام مکانیکی در نواحی مختلف قطعه وسوسه داربودن که سبب ایجادترک ودرنهایت منجربه شکست می شود. -وجود تنشهای پسماند در قطعات تولیدی به روش ریخته گری و فورج گرم
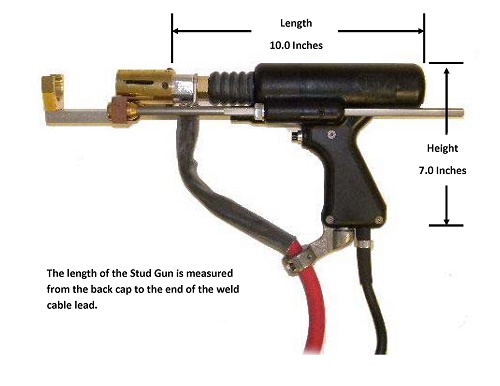
نحوه کار با استاد ولدینگ در اجرای عرشه فولادی
استاد ولدینگ از سه قسمت اصلی تشکیل گردیده :
۱- اینورتور اصلی
۲- گان یا اسلحه
۳- کابل و انبر ارت
نکته مهم : اکثز دستگاه هاس استاد ولدینگ با برق سه فاز کار میکنند ، و چنانچه به برق سه فاز دسترسی نداشته باشد حتماً باید از دیزل ژنراتور با قدرت حداقل ۱۸۰ KAVA و یا ۲۰۰ آمپر استفاده نمایید ، در غیر اینصورت اتصال ضعیف شده و گل میخ با یک ضربه از محل خود کنده می شود .
تکنولوژی بتن با الیاف کربن در سقفهای عرشه فولادی
الیاف FRP -CFRP
Carbon Fiber Reinforced Polymer
پروژه نمونه اجرا شده با الیاف کربن توسط گروه صنعتی عرشه کاران : ساختمان شورای مرکزی استان البرز
کاربرد انواع تقویت کننده ها نظیر الیاف آلی، معدنی و پلیمری که از وزن سبک برخوردارند و در عین حال دارای مقاومت دو برابری نسبت به آهن و فولاد هستند، در صنعت ساختمان و احداث اسکلت به میزان قابل توجهی رشد پیدا کرده است. این الیاف کمترین فشار را به اسکلت ساختمان وارد میکنند و در عین حال از مصرف بی رویه انرژی نیز جلوگیری خواهند کرد. اما کمبود استفاده از این الیاف نوین و فناوری های مشابه آن در صنعت ساختمان ایران به شدت احساس میشود و برای دوری از این ساخت سنتی و قدیمی باید جدیدترین فناوری ها به ویژه کاربرد توسعه یافته ترکیبات پلیمری در حوزه صنعتی سازی به کار گرفته شود.
شاید خالی از لطف نباشد که در این مقاله به یکی از جدیدترین فناوری ها در حوزه صنعتی سازی ساختمان ها اشاره شود. تولید الیاف کربن از جمله این فناوی های نوین است که به عنوان یک الیاف تقویت کننده در ساختار داخلی بتن به کارگرفته میشود. الیاف کربن از یک ماده پلیمری به نام اپوکسی (epoxy) بهره مند بوده که مقاومت و پایداری خود را تا بیش از ۵ برابر افزایش داده است.
این تقویت کننده در اشکال کامپوزیتی همانند میلگرد در داخل بتن به کار گرفته میشود و آن را به بتن مسلح تبدیل خواهد کرد. این الیاف کربن در اشکال مختلف و مانند ورقه های کامپوزیت فولاد و آهن طراحی میشوند که با نصب در بتن از شدت نیروهای کششی داخل بتن میکاهند و در نتیجه از ترک خوردگی و شکاف زود هنگام آن جلوگیری خواهند کرد.
نکته قابل توجه اینجاست که قدرت، استحکام و مقاومت الیاف کربن ده برابر بیشتر از فولاد است و در عین حال وزن آن نیز ۵ برابر سبک تر از فولاد خواهد بود.

الیاف پلیمری ماکرو سازه ایی MRC70 دارای تاییدیه از مرکز تحقیقات ساختمان و مسکن می باشد این الیاف در بتن شکل پذیر قابل ارتجاع بجای توری فلزی یا الیاف فولادی به بتن و شات کریت اضافه می گردد. مواد اصلی فایبر پلی پروپیلن (پلی الفین)خالص با مقاومت کششی ۵۰۰ مگا پاسکال می باشد. شکل عاج بی نظیر هر فایبر سبب می شود فایبر محکم به بتن متصل شود الیافپلیمری را می توان در هر زمان به بتن اضافه کرد روش استفاده از آن بسیار ساده است بطوریکه می توان آنرا با دست پاشید.براحتی در بتن مخلوط می گردد و مشکلی برای پمپ بتن ایجاد نمی کند. میزان مصرف این الیاف بستگی به نیازمندی های پروژه دارد و می توان به مقدار ۳ تا ۹ کیلوگرم در متر مکعب بتن استفاده کرد.
مزایای الیاف پلیمری:
روش استفاده از آن بسیار ساده است ، براحتی در بتن مخلوط می گردد، مشکلی برای پمپ بتن ایجاد نمی کند.قیمت آن ارزان است ، جذب آب ندارد و در مقابل اسیدها و قلیا و خوردگی کاملا مقاوم می باشد، مقاومت کشششی و برشی و خمشی در بتن را افزایش می دهد، زنگ نمی زند و مقاوم در برابر خوردگی است، از ایجاد ترک در بتن پیشگیری می کند ، دوام بتن در مقابل خستگی حیاتی بتن را افزایش می دهد همچنین باعث افزایش مقاومت در برابر ضربه، تنشهای ناشی از چروک خوردگی بتن و افزایش پایداری بتن در اثر آتش شوک حرارتی و انفجار می شود سبب پایداری و جذب انرژی خمشی در طولانی مدت می شود و مقاومت بتن در برابر نیروی زلزله و بارهای زنده را افزایش می دهد.
موارد کاربرد:
ترمیم سازه ها، بتن پاششی، فرودگاه، پلها، سکو های نفتی، ورزشگاه ها، سر ریز سدها، تقویت زمین معادن، پوشش تونل، ترمیم و تعمیر سازه های دریایی، منهول، کانال لوله های بتنی، تثبیت خاک، تزریق حفره های زیر زمین، پوشش های کانال، استخرها، مخازن، سقف های مسکونیف پیاده رو، مسیر های عبور و مرور، پارکینگ، قطعات پیش ساخته ، تاسیسات شیمیایی
بافت داخلی الیاف کربن به گونه ای است که در حفظ انرژی داخلی ساختمان بسیار موثر عمل میکند و همچنین در جذب ذرات گرمایشی محیط نیز نقش موثری را ایفا خواهد کرد.

در واقع دیوارهای بتنی که با الیاف کربن مسلح شده اند، مصرف انرژی در ساختمان را به میزان چشمگیری کاهش میدهند و به طول عمر و استقامت ساختمان نیز می افزایند.
تمامی این عوامل سبب شد تا شرکت Hyosung کره جنوبی از احداث کارخانه تولید الیاف کربن در این کشور خبر دهد و اعلام کند، با بودجه ای معادل ۲۳۱ میلیون دلار تا سال ۲۰۱۳ میلادی اقدام به راه اندازی این کارخانه میکند و همچنین بستر مناسبی برای صادرات این محصول نوین نیز فراهم خواهد آورد.
ظرفیت این کارخانه کره جنوبی حدود ۲ هزار تن خواهد بود که تا سال ۲۰۲۰ میلادی به ۱۷ هزار تن الیاف کربن افزایش می یابد. در حال حاضر کشورهای امریکا و ژاپن کارخانه های تولید الیاف کربن خود را راه اندازی کرده اند که از این الیاف در صنایع مختلف هوافضا، ربات و توربین های بادی نیز استفاده میکنند.

میزان مصرف الیاف فلزی و فایبر در بتن سقف عرشه فولادی
سوالات متداول در خصوص سقف عرشه فولادی
۱- اجزای تشکیل دهنده سیستم سقف عرشه فولادی کدامند؟
اجرای تشکیل دهنده این سیستم عبارتند از عرشه فولادی، گلمیخ، فلاشینگ، آرماتور و بتن.
۲- چه محدودیت هایی برای اجزای تشکیل دهنده این سیستم وجود دارند ؟
ارتفاع عرشه ها بایستی بین ۵ تا ۷٫۵ سانتی متر باشد .
حداکثر قطر گلمیخ ۱۹ میلی متر و حداقل ارتفاع آن که می بایست بعد از نصب در دال تخت پیوسته بتنی مدفون باشد، نباید کمتر از ۴ سانتی متر از کنگره فوقانی عرشه باشد .
حداقل ضخامت بتن بالای عرشه ۵ سانتی متر باشد .
۳- مراکز تایید کننده و استاندارد های این سیستم کدامند ؟
موسسه عرشه های فولادی آمریکا
مرکز تحقیقات ساختمان و مسکن
مبحث دهم مقررات ملی ساختمان ایران
۴- روش اجرای این سیستم چگونه است ؟
در سازه های فولادی عرشه ها بر روی تیر ها پخش شده و پس از تثبیت آنها و نصب فلاشینگ های لازم، گلمیخ ها با توجه به آرایش ذکر شده در نقشه ها بر روی بال فوقانی تیر ها جوش می شود. پس از آن با اجرای شبکه میلگرد های حرارتی سقف آماده بتن ریزی می باشد.
۵- آیا این سیستم بر روی اسکلت بتنی نیز قابل اجراست ؟
بله، البته در اجرای این سیستم بر روی سازه های بتنی نیاز به تعبیه تیرهای فرعی می باشد. بدین ترتیب دهانه های آزاد عرشه ها می بایست به کمتر از ۳٫۰ متر محدود گردند.
۶- آیا اجرای بازشو در این سیستم امکان پذیر است ؟
بله، با توجه به ابعاد بازشوها تمهیدات لازم اتخاذ می گردد. البته برای بازشوهای کوچکتر بهتر است با استفاده از پلاستوفوم محل بازشو بسته شود و پش از بتن ریزی نسبت به برش ورق اقدام گردد .
۷- حداکثر متراژ قابل اجرا در یک روز کاری چقدر است ؟
در صورت وجود شرایط مناسب کارگاهی، در صورتی که هر ۱۰۰۰ مترمربع در یک تراز باشد، امکان اجرای کامل آن ظرف مدت ۱۰ روز کاری فراهم می باشد.
۸- آیا این سیستم در مقایسه با کامپوزیت معمولی به صرفه تر می باشد ؟
بطور کلی جهت انجام محاسبات دقیق و ارائه گزارش مقایسه اقتصادی، نیاز به فایل محاسباتی سازه جهت مدل کردن سیستم سقف عرشه فولادی بر روی سازه می باشد، اما در اکثر اوقات می توان این سیستم را بهینه تر برشمرد.
۹- وزن تمام شده این سیستم چقدر می باشد ؟
وزن تمام شده سقف شامل عرشه فولادی، مش و بتن، بسته به ارتفاع عرشه از ۲۲۵ تا ۲۵۰ کیلوگرم در هر مترمربع می باشد .
۱۰- آیا کنترل های لازم برای ارتعاش سقف صورت می گیرد ؟
کنترل ارتعاش در سقف بواسطه محدود نمودن تیرهای مورد نیاز در این سیستم برای ارتعاش در طراحی می باشد، که مطابق با آئین نامه های مربوطه انجام می پذیرد.
۱۱- نحوه توزیع بار این سیستم چگونه است ؟
ترکیب عرشه ها و تیرهای عمود بر آنها را می توان بعنوان یک سیستم دو طرفه یاد کرد.
۱۲- آیا در روند ساخت و اجرا کنترل های لازم صورت می گیرد ؟
آزمایشات لازم بر روی مصالح مورد نیاز و کنترل اجرای صحیح آنها به ترتیب زیر می باشد:
انجام آزمایش بر روی نمونه ورق گالوانیزه جهت تطابق با مشخصات فنی مورد نیاز و مورد انتظار در طراحی.
انجام آزمایش های لازم بر روی گلمیخ ها.
نمونه گیری از بتن و انجام آزمایش های لازم.
بررسی کیفیت جوش گلمیخ با انجام آزمایش در محل.
۱۳- پوشش زیر این سیستم به چه صورت می باشد ؟
بایستی با استفاده از آویز، سقف کاذب اجرا نمود. البته با توجه به صیقلی بودن، زیبایی و یکدستی عرشه ها در کاربردهایی نظیر پارکینگ می توان از اجرای سقف کاذب صرف نظر کرد .
۱۴- آیا جهت اطمینان از کیفیت اجرا، امکان بازدید از پروژه های در حال اجرای این شرکت وجود دارد ؟
در صورت تمایل، پس از هماهنگی های لازم، امکان بازدید فراهم خواهد بود، بعلاوه کارشناسان شرکت با حضور در محل پروژه، پاسخگوی سوالات فنی و اجرایی خواهند بود.
۱۵- آیا برای فیکس کردن ورقها روی پروفیل بهتر است از فیکساتور استفاده گردد یا از میخکوب هیلتی ؟
اخیراً تجهیزاتی وارد بازار شده که به وسیله ایجاد قوس الکتریکی ورق عرشه فولادی را بر روی سازه فلزی فیکس میکند که به این دستگاه weldeck می گویند ، متاسفانه باید بگویم که استفاده از این دستگاه هنوز عیوبی دارد که رفع نشده است به طور مثال پس از استفاده از این روش ورقها در اثر ضربات پا و یا وارد اوردن ضربه در محلهای جوشکاری شده شکسته و ورق از روی سازه فلزی سقف عرشه فولادی جدا می گردد ، به هر حال ما استفاده از دستگاه میخ کوب و استفاده از میخ و چاشنی را – علی رغم پر هزینه تر بودن و کند تر بودن – ترجیح داده و در پروژه ها از همان روش استفاده میکنیم . البته هزینه خرید میخ و چاشنی برای هر متر مربع اجرای سقف عرشه فولادی حدود ۱۵۰ تومان البته برای سال ۱۳۹۴ می باشد
پاسخ دهید